10, 2019
by Oree Laser
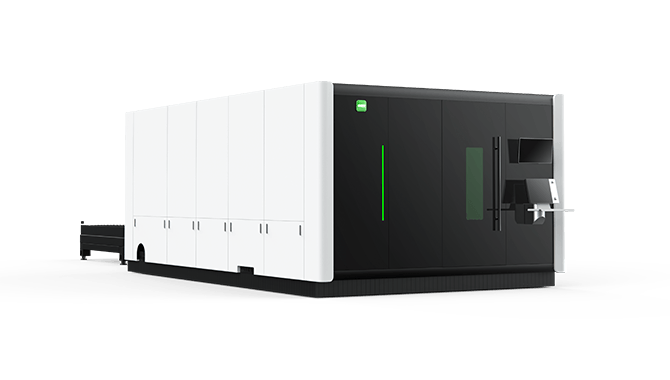
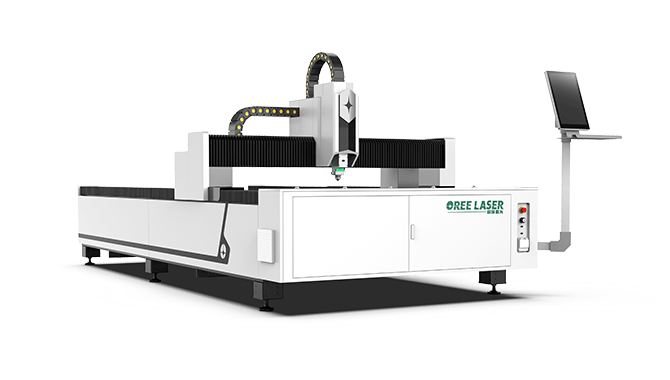
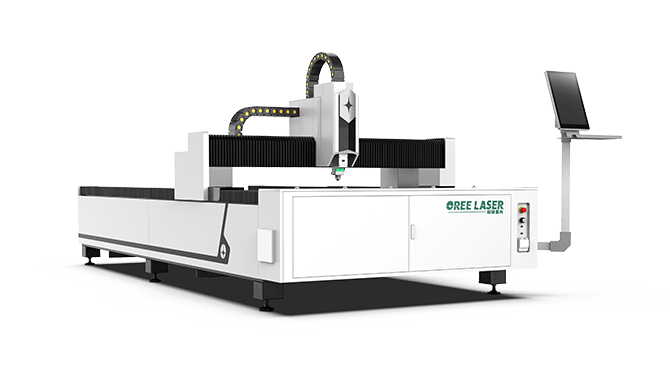
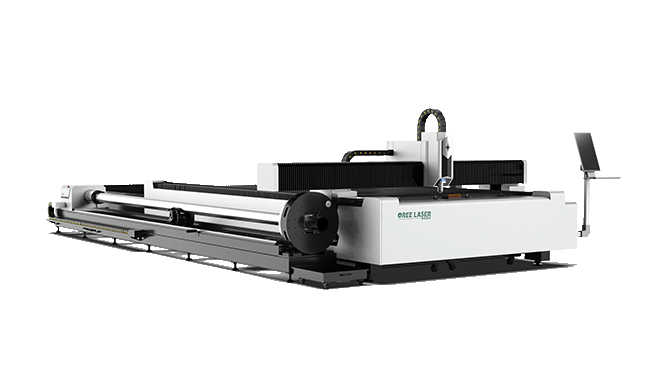
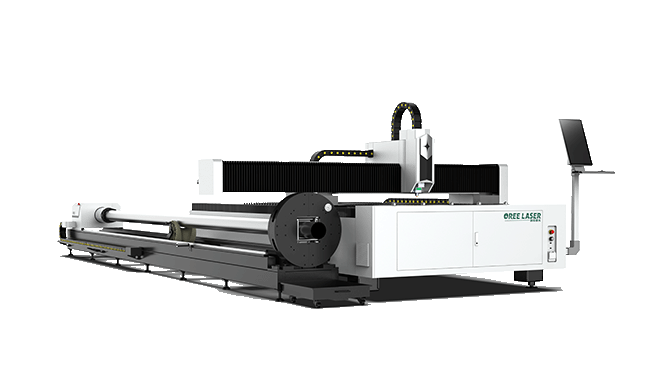
Với sự phổ biến của công nghệ cắt laser trong lĩnh vực sản xuất, chất lượng cắt laser có liên quan mật thiết đến năng suất và hiệu quả của phần lớn khách hàng ứng dụng thiết bị. Trong quy trình cắt laser, các yếu tố ảnh hưởng đến hiệu suất chất lượng cắt là chất lượng chùm tia laser, công suất laser, tốc độ cắt, độ dày phôi, loại vật liệu, v.v. Ngoài ra, thiết kế đầu phun cắt, kiểm soát luồng khí, vv cũng là những yếu tố quan trọng.

Đầu vòi cắt được lắp đặt ở đầu trước của đầu cắt Oree để giúp kiểm soát khí phụ trợ trong khi bảo vệ ống kính lấy nét. Vật liệu cắt được giữ ở khoảng cách ổn định từ vòi trong quá trình cắt để tránh bị văng tung tóe khi cắt. Đường kính của vòi phun xác định hình dạng luồng khí, khu vực khuếch tán khí và tốc độ khí đi vào vết mổ, do đó ảnh hưởng đến việc loại bỏ sự tan chảy và độ ổn định cắt. Tốc độ dòng chảy vào khe càng lớn, tốc độ và phôi càng ở đúng vị trí trong luồng khí, khả năng phun để loại bỏ sự tan chảy.

Đồng thời, độ dày của tấm cũng cần được xem xét và đường kính của vòi phun có ảnh hưởng khác nhau đến các tấm có độ dày khác nhau. Khi cắt các tấm dày từ 3 mm trở lên, đường kính vòi phun là 1,5mm, và hiệu quả cắt ổn định. Trong quá trình cắt tấm mỏng, vòi phun có đường kính 1mm có thể đảm bảo bề mặt cắt mịn hơn.

Trong quá trình sử dụng thực tế, khi đầu phun và chùm tia laser không đồng trục, để đảm bảo cắt hiệu quả, tránh vấn đề về độ rộng khe quá mức, hư hỏng vòi phun, cắt tan bề mặt, v.v. đồng trục với chùm tia laser.
Phương pháp cụ thể:
Bôi keo trắng vào mặt cuối của đầu ra của vòi phun, điều chỉnh công suất đầu ra laser để đục lỗ, quan sát xem có lỗ trung tâm trên keo trắng và vị trí của lỗ trung tâm, đồng thời điều chỉnh vít điều chỉnh trên tay cầm khoang gương cho đến khi lỗ laser trên chất kết dính màu trắng trùng với tâm đầu phun, do đó xác nhận trung tâm đầu ra laser phù hợp với tâm đầu phun.
Nhà sản xuất máy cắt Laser chuyên nghiệp - OreeLaser
Copyright ® 2018 OREE LASER