11, 2019
by Oree Laser
Đốt cháy quá mức là gì?
Máy cắt laser kim loại tạo ra một lượng nhiệt lớn khi gia công kim loại tấm. Trong điều kiện bình thường, nhiệt sinh ra từ quá trình cắt sẽ khuếch tán dọc theo đường cắt vào kim loại tấm đã xử lý và được làm mát đầy đủ. Trong quá trình xử lý lỗ nhỏ của máy cắt laser kim loại, mặt ngoài của lỗ có thể được làm mát đủ. Phần lỗ nhỏ bên trong lỗ đơn dễ gây cháy quá mức và xỉ treo vì không gian nhỏ nơi nhiệt có thể khuếch tán. Ngoài ra, trong quá trình cắt tấm, kim loại nóng chảy tích tụ trên bề mặt vật liệu và sự tích tụ nhiệt sinh ra trong quá trình thủng có thể làm cho luồng không khí phụ bị rối loạn và đầu vào nhiệt quá mức, do đó gây ra sự đốt cháy quá mức.
Làm thế nào để tránh bị cháy quá mức khi cắt laser kim loại?
● Thêm một điểm làm mát ở góc
Khi cắt các tấm kim loại góc nhọn, vị trí khi đốt quá mức có nhiều khả năng xảy ra thường là ở các góc nhọn. Việc đốt quá mức sẽ cắt các góc nhọn thành một vòng tròn, sau đó bạn có thể thêm một điểm làm mát ở góc nhọn, tạm dừng ở góc nhọn, thổi khí.

Cắt các góc nhọn bằng cách đốt quá mức thành các góc tròn.

Không có góc cắt quá cháy
●Sử dụng laser công suất cao
Khi cắt thép carbon, có thể sử dụng tia laser công suất cao hơn. Công nghệ cắt bề mặt sáng có hiệu quả có thể tránh bị cháy quá mức, và công nghệ cắt này có thể cắt ra các sản phẩm hoàn chỉnh với bề mặt cắt sáng, không có burr.

lỗ cắt quá cháy

Công nghệ cắt lỗ bề mặt bằng laser công suất cao (không bị cháy quá mức)
● Cắt nitơ
Trong tấm kim loại cắt với oxy là khí phụ trợ, nitơ có thể được chuyển sang cắt. Trong quá trình cắt nitơ, vật liệu bị nóng chảy hoàn toàn bởi năng lượng laser và nitơ được thổi ra khỏi khe để tránh phản ứng hóa học không phù hợp. Nhiệt độ trong khu vực điểm nóng chảy tương đối thấp, với tác dụng làm mát và bảo vệ của nitơ, phản ứng ổn định, thậm chí và chất lượng cắt cao. Phần này là tốt và mịn, độ nhám bề mặt thấp, và không có lớp oxit.
● Tăng áp suất không khí
Khi sử dụng máy cắt laser sợi để xử lý nhôm và thép không gỉ, khí phụ được sử dụng là nitơ hoặc không khí, và trong quá trình cắt sẽ không xảy ra hiện tượng cháy cạnh. Tuy nhiên, do nhiệt độ cao của vật liệu bên trong lỗ nhỏ, hiện tượng treo xỉ bên trong lỗ sẽ đủ hơn. Trong trường hợp này, burr và xỉ có thể được giảm bằng cách tăng áp suất của khí phụ trợ.

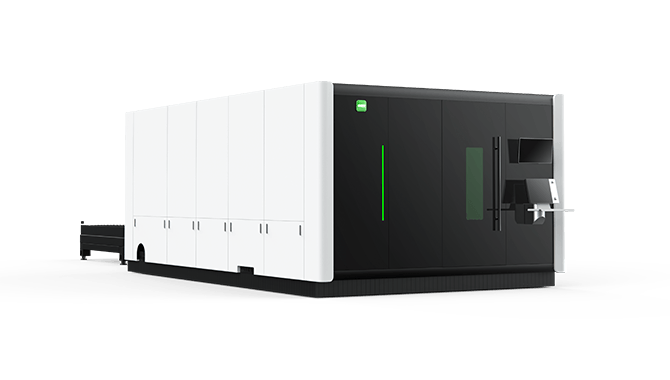
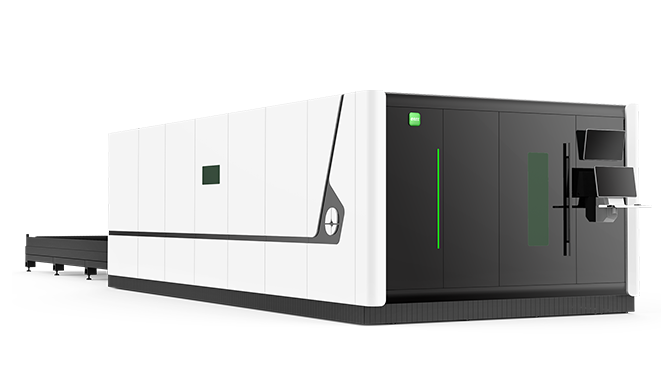
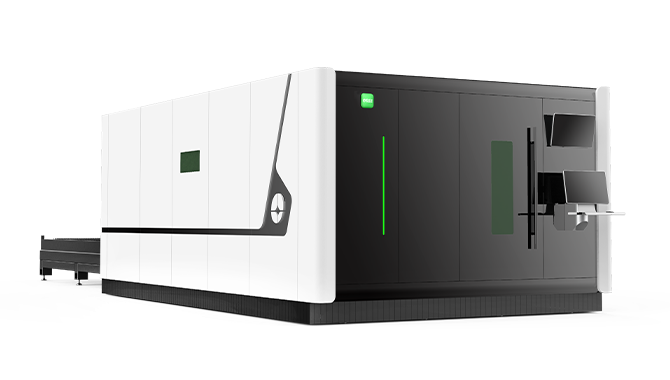
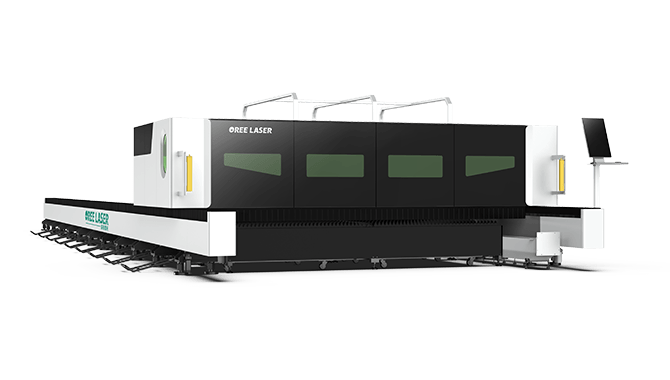
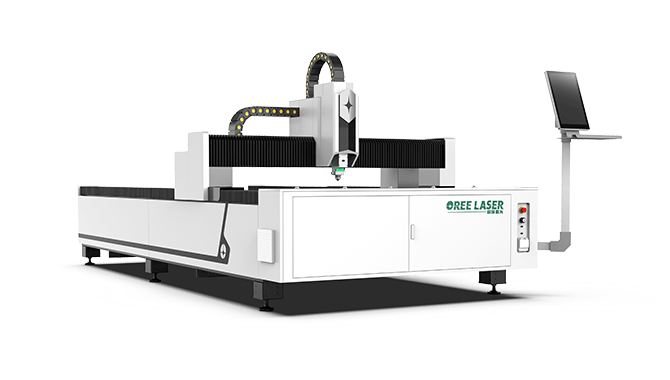
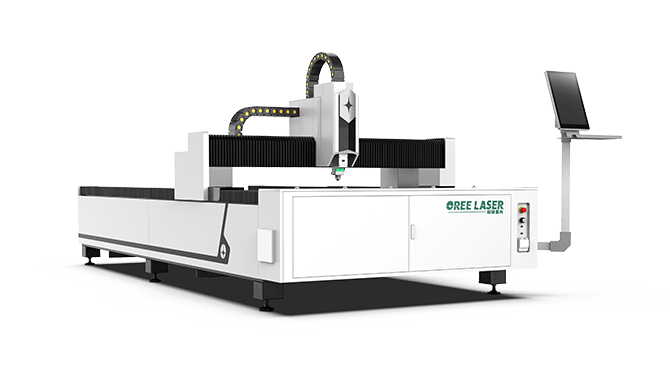
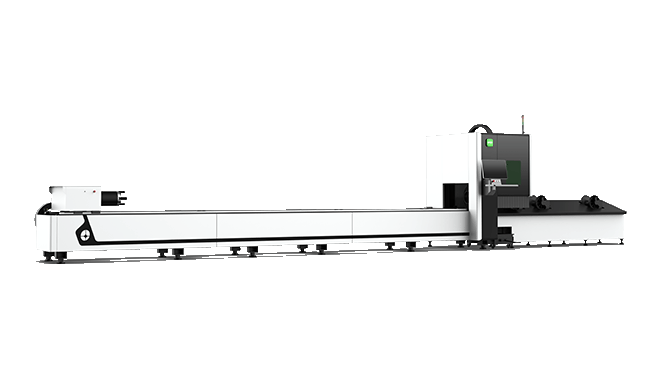
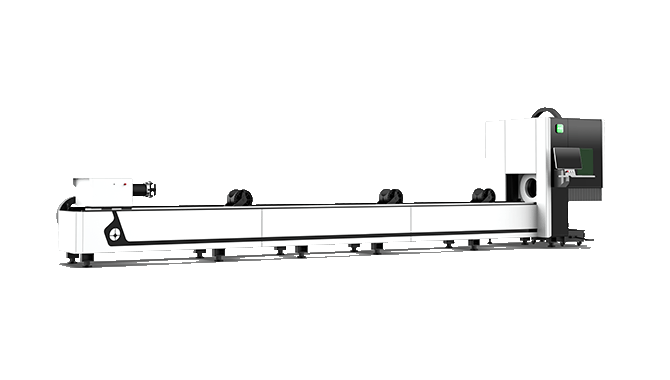
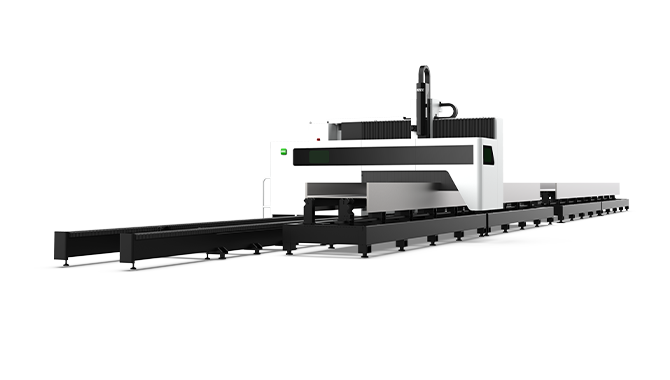
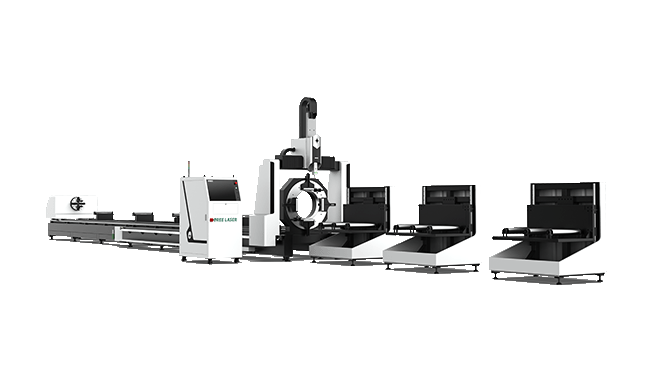
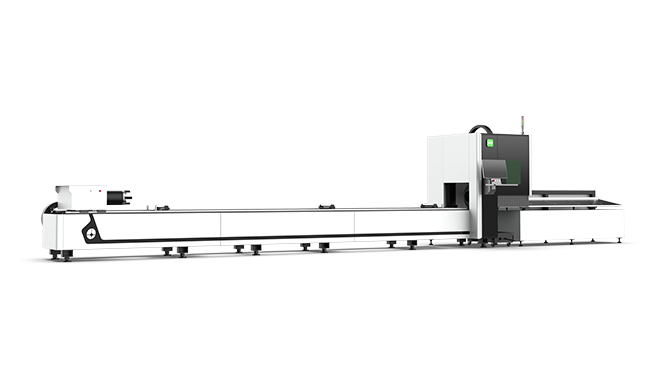
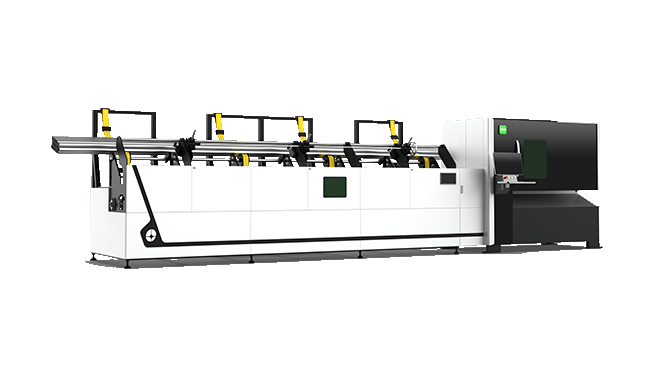
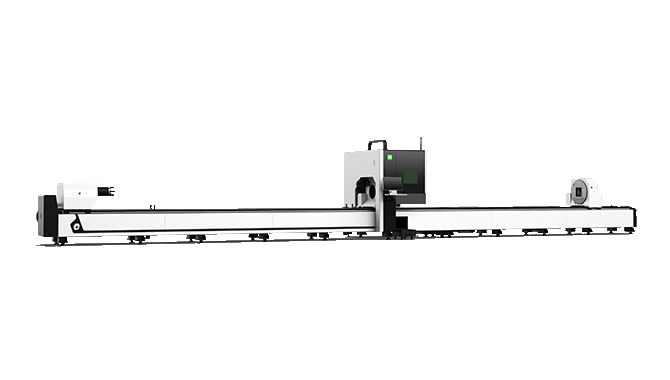
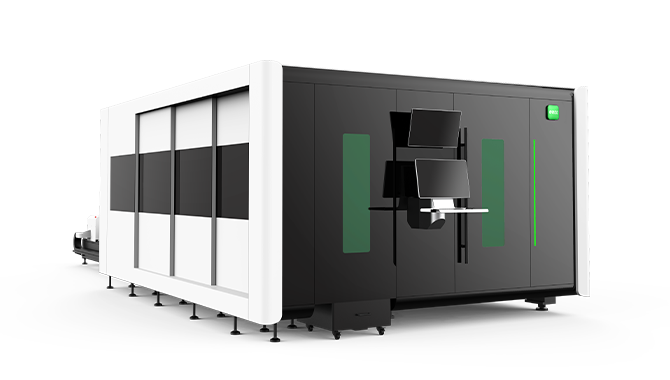
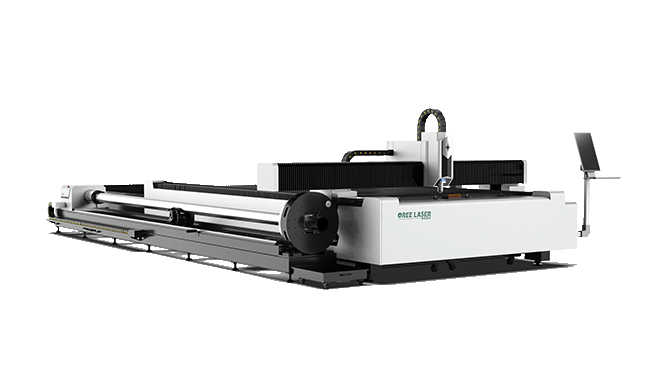
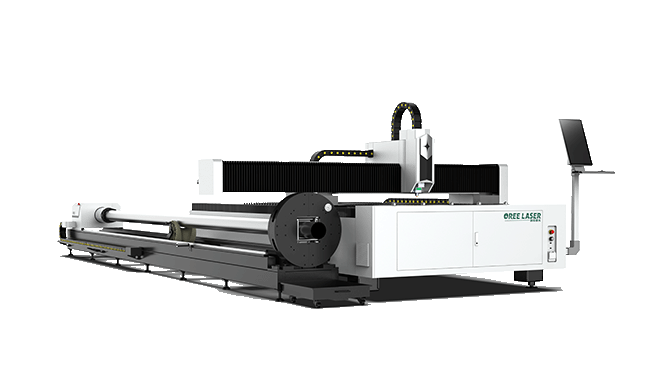
Máy cắt laser Oree cắt thép không gỉ, thép carbon, nhôm bốn chất liệu kim loại khác nhau.
Nhà sản xuất máy cắt Laser chuyên nghiệp - OreeLaser
Copyright ® 2018 OREE LASER