04, 2019
by OREELASER
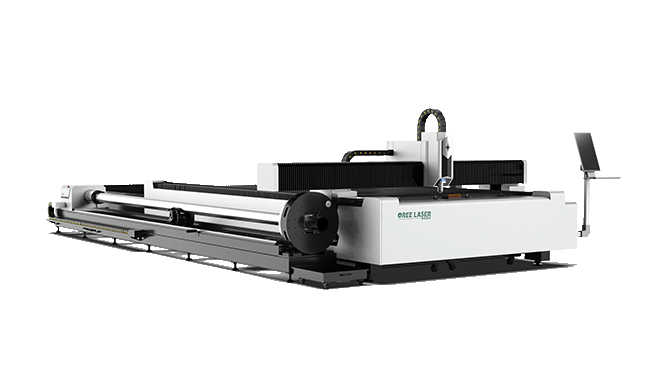
Cắt laser sử dụng năng lượng laser để cắt vật liệu để có được phôi mong muốn. Ví dụ, thép không gỉ, thép carbon, v.v., vật liệu được chiếu xạ nhanh chóng bị nóng chảy, bay hơi, bị loại bỏ hoặc đạt đến điểm cháy và vật liệu nóng chảy được thổi ra bởi một luồng khí tốc độ cao đồng trục với chùm tia, do đó cắt phôi .
Nếu các thông số quy trình cắt laser được kiểm soát chặt chẽ trong quá trình cắt, chất lượng cắt có thể được duy trì. Các thông số quá trình quan trọng nhất ảnh hưởng đến chất lượng cắt vật liệu là tốc độ cắt, công suất laser, vị trí lấy nét, áp suất khí phụ, chiều cao vòi phun và đường kính vòi phun. Các vấn đề cụ thể và phương pháp sửa lỗi để cắt thép không gỉ và thép carbon như sau.
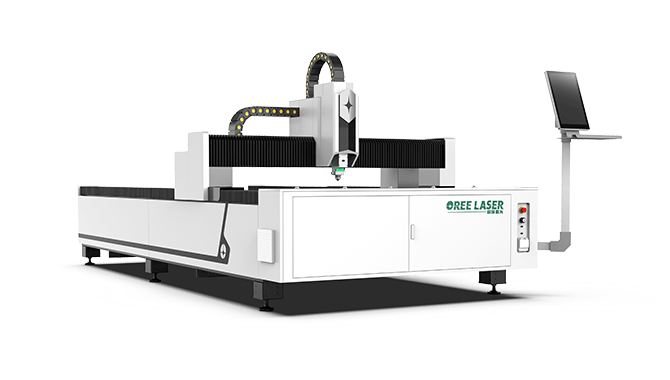
Cắt laser sợi cho thép carbon
Thép không gỉ cắt laser là một mũi khoan nhỏ thường xuyên tạo ra các giọt.
Những lý do và giải pháp cho điều kiện là có một số vệt nhỏ đều đặn khi cắt laser sợi quang.

1. Nếu trọng tâm quá thấp, chúng ta nên nâng cao trọng tâm.
2.Nếu tốc độ thức ăn quá cao, chúng ta nên làm chậm tốc độ.
3. Nếu công suất không đủ lớn, chúng ta nên tăng sức mạnh.
Những lý do và giải pháp cho điều kiện là có những vệt dài không đều chỉ ở một bên của lưỡi cắt.

1.Nếu đầu vòi lệch, chúng ta nên định tâm đầu phun
2.Nếu trọng tâm quá cao, chúng ta nên giảm tiêu cự.
3. Nếu áp suất không khí quá thấp, chúng ta nên tăng áp suất không khí.
4.Nếu tốc độ quá thấp, chúng ta nên tăng tốc độ cắt.
5. Nếu đường kính vòi quá nhỏ hoặc lỗ vòi không tròn, chúng ta nên kiểm tra tình trạng lỗ vòi phun bằng vòi có đường kính lớn hơn.
Những lý do và giải pháp cho điều kiện là có những vệt dài không đều ở cả hai mặt, làm mất màu bề mặt của tấm cắt.

1.Nếu tốc độ thức ăn quá chậm, chúng ta nên tăng tốc độ.
2.Nếu trọng tâm quá cao, chúng ta nên giảm tiêu cự.
3. Nếu áp suất không khí quá thấp, chúng ta nên tăng áp suất không khí.
4.Nếu vòi quá nhỏ, chúng ta nên thay một cái lớn hơn.
Những lý do và giải pháp cho điều kiện cắt vật liệu từ phía trên máy.

1.Nới và sức mạnh của bạn
2.Nếu ở chế độ ăn, cao
3. Áp dụng không có gì khác nhau, bạn có thể làm được.
4.Nếu chọn một lần nữa, bạn có thể thay đổi một lần nữa.
Luật lý làm và luật pháp cho cuộc sống của bạn

1.Nếu nồng độ Nitơ không tinh khiết, chúng ta nên kiểm tra độ tinh khiết của Nitơ
2.Nếu oxy hoặc không khí trong khí quản, chúng ta nên kiểm tra xem van điện từ oxy hoặc van điện từ không khí có chặt không.
Lưu ý: Nguyên tắc cắt laser của hợp kim nhôm và đồng thau giống như của thép không gỉ và các vấn đề gây ra bởi việc cắt là tương tự nhau. Sự khác biệt là do tính tương hỗ cao của hợp kim nhôm và đồng thau, các thông số khác tương tự như bằng thép không gỉ, miễn là giảm tốc độ cắt thích hợp và giới thiệu tốc độ đường. Khi cắt đồng thau trên 3 mm, oxy được khuyến nghị cho khí phụ trợ.
Cắt laser sợi cho thép Carbon
Những lý do và giải pháp cho điều kiện là đáy của đường kéo có phần bù lớn và đáy của vết cắt rộng.

1.Nếu tốc độ thức ăn quá cao, chúng ta nên làm chậm tốc độ.
2.Nếu công suất quá nhỏ, chúng ta nên nâng công suất.
3. Nếu áp suất không khí quá thấp, chúng ta nên tăng áp suất không khí.
4.Nếu trọng tâm quá cao, chúng ta nên giảm tiêu cự.
Những lý do và giải pháp cho điều kiện là các vệt trên bề mặt đáy tương tự như xỉ, nhỏ giọt và dễ dàng loại bỏ.
1.Nếu tốc độ thức ăn quá cao, chúng ta nên làm chậm tốc độ.
2.Nếu áp suất không khí quá thấp, chúng ta nên tăng áp suất không khí.
3. Nếu trọng tâm quá cao, chúng ta nên giảm tiêu cự.
Những lý do và giải pháp cho điều kiện là các vệt kim loại ở mặt dưới rất khó để loại bỏ.
Send feedback
History
Saved
Community

1.Nếu tốc độ nạp quá cao, chúng ta nên giảm tốc độ.2. Nếu áp suất không khí quá thấp, chúng ta nên tăng áp suất không khí.3. Nếu trọng tâm quá cao, chúng ta nên giảm tiêu cự.
Những lý do và giải pháp cho điều kiện chỉ xuất hiện ở một bên của tấm cắt.

1.Nếu căn chỉnh vòi phun không chính xác, chúng ta nên làm cho vòi phun ở giữa.
2.Nếu giới thiệu tốc độ đường truyền quá nhanh hoặc giới thiệu sai cách, chúng ta nên giảm tốc độ đường truyền đến hoặc thay đổi chế độ dẫn đầu.
Những lý do và giải pháp cho điều kiện bề mặt cắt không chính xác.

1. Nếu áp suất không khí quá cao, chúng ta nên giảm áp suất không khí.
2.Nếu trọng tâm quá cao, chúng ta nên giảm tiêu cự.
3. Nếu đường kính của vòi quá lớn, chúng ta nên lắp đặt một cái phù hợp.
Những lý do và giải pháp cho điều kiện bề mặt cắt rất thô.

1. Nếu tiêu điểm quá cao, chúng ta nên giảm tiêu cự.2. Nếu áp suất không khí quá cao, chúng ta nên giảm áp suất không khí.3. Nếu tốc độ nạp quá chậm, chúng ta nên tăng tốc độ. Lưu ý: Nguyên lý cắt của thép kết cấu giống như thép cacbon. Do đó, quá trình cắt laser của họ có thể được gỡ lỗi với tham chiếu đến thép carbon, và các khuyết điểm vấn đề cũng có thể được giải quyết bằng cách tham khảo phương pháp thép carbon ở trên.
Nhà sản xuất máy cắt Laser chuyên nghiệp - OreeLaser
Copyright ® 2018 OREE LASER