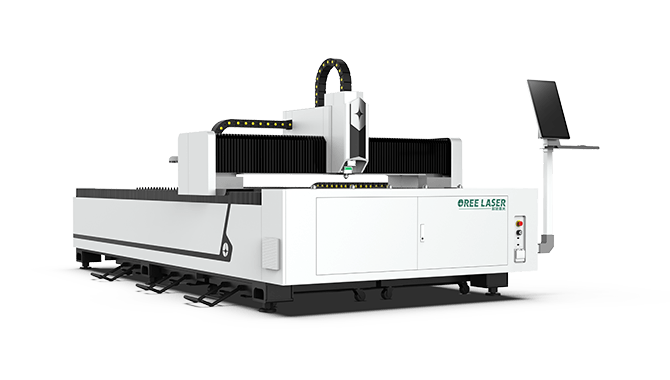
Khi laser cắt thép carbon, sẽ có một hiện tượng phổ biến là các vệt xuất hiện trên phôi. Tại sao hiện tượng như vậy xảy ra, laser Oree sẽ đưa bạn tìm hiểu nó.
Khi laser cắt thép carbon, phôi có các vệt.
Sau đây là những lý do có thể:
(1) Vị trí lấy nét laser được bù. Nó cần thiết để thực hiện các bài kiểm tra vị trí tập trung. Và điều chỉnh bù theo độ lệch của tiêu cự laser;
(2) Công suất đầu ra của laser là không đủ. Cần kiểm tra xem công việc của máy phát laser có bình thường không. Nếu nó là bình thường, quan sát xem giá trị đầu ra của nút điều khiển laser là chính xác, nếu nó không được điều chỉnh đúng;
(3) Tốc độ đường cắt quá chậm. Và cần phải tăng tốc độ đường truyền trong quá trình kiểm soát vận hành;
(4) Khí cắt không đủ tinh khiết. Nó là cần thiết để cung cấp khí cắt làm việc chất lượng cao;
(5) Sự không ổn định của máy khi thời gian chạy của nó quá dài. Tại thời điểm này, nó cần phải được tắt và khởi động lại.
Laser không cắt hoàn toàn.
Sau đây là lý do tại sao laser không bị cắt hoàn toàn:
(1) Việc lựa chọn đầu phun laser không phù hợp với độ dày của tấm gia công. Nó cần thiết để thay thế vòi phun hoặc tấm chế biến;
(2) Tốc độ đường cắt laser quá nhanh. Và chúng ta nên kiểm soát và giảm tốc độ đường truyền.
Chúng ta nên xem xét các lý do sau đây khi có tia lửa bất thường khi cắt thép carbon.
Như chúng ta đều biết rằng tia lửa dài, phẳng và ít bị tách khi cắt thép carbon thông thường. Và sự xuất hiện của tia lửa bất thường sẽ ảnh hưởng đến độ mịn và chất lượng của phần cắt của phôi.
Trong trường hợp này, nếu các tham số khác là bình thường, cần xem xét các điều sau:
(1) Đầu phun laser bị mất nghiêm trọng. Chúng ta nên thay thế vòi phun kịp thời;
(2) Trong trường hợp không có vòi phun mới thay thế, nên tăng áp suất khí làm việc;
(3) Nếu chỉ ở đầu nối giữa đầu phun và đầu laser bị lỏng, việc cắt phải được treo ngay lập tức, kiểm tra trạng thái kết nối của đầu laser và xâu lại chỉ.
Nhà sản xuất máy cắt Laser chuyên nghiệp - OreeLaser