1. Độ bền Phần cắt laser sẽ tạo thành một hạt thẳng đứng có độ sâu quyết định độ nhám của bề mặt cắt. Nói chung, hạt càng nông, phần cắt càng mịn. Độ nhám không chỉ ảnh hưởng đến sự xuất hiện của cạnh, mà còn ảnh hưởng đến các đặc điểm ma sát. Trong hầu hết các trường hợp, cần phải giảm độ nhám càng nhiều càng tốt, vì vậy hạt càng nhẹ thì chất lượng cắt càng cao.
2. Lắng đọng vật liệu Máy cắt laser chạm vào một chất lỏng chứa dầu đặc biệt trên bề mặt phôi trước khi nó bắt đầu làm chảy các lỗ. Trong quá trình cắt, khách hàng không được sử dụng để thổi bay vết cắt do khí hóa và các vật liệu khác nhau, nhưng việc xả lên hoặc xuống cũng tạo thành một lớp cặn trên bề mặt.
3. Giảm áp và ăn mòn Các vết lõm và ăn mòn có ảnh hưởng xấu đến bề mặt của lưỡi cắt, ảnh hưởng đến bề ngoài. Chúng xuất hiện trong các lỗi cắt thường nên tránh.
4.Glitch Đây là một yếu tố rất quan trọng để xác định chất lượng cắt laser để hình thành các vệt, bởi vì việc loại bỏ các vệt đòi hỏi phải làm thêm, vì vậy mức độ nghiêm trọng của vệt và lượng vệt có thể trực tiếp quyết định chất lượng của vết cắt.
5. Vùng bị ảnh hưởng Trong cắt laser, khu vực gần khe được làm nóng. Đồng thời, cấu trúc của kim loại thay đổi. Ví dụ, một số kim loại cứng lại. Vùng ảnh hưởng nhiệt liên quan đến độ sâu của khu vực nơi cấu trúc bên trong thay đổi.
6. Độ thẳng đứng Nếu độ dày của tấm kim loại vượt quá 10 mm, độ vuông góc của cạnh cắt là rất quan trọng. Khi ra khỏi tiêu điểm, chùm tia laser trở nên phân kỳ và tùy thuộc vào vị trí của tiêu điểm, vết cắt trở nên rộng hơn về phía trên hoặc phía dưới. Cạnh cắt là một phần trăm milimét từ đường thẳng đứng, và cạnh càng thẳng đứng, chất lượng cắt càng cao.
7. Biến dạng Nếu vết cắt làm cho bộ phận nóng lên mạnh, nó sẽ biến dạng. Điều này đặc biệt quan trọng trong gia công tinh bởi vì các đường viền và tab thường chỉ rộng một phần mười của một milimet. Kiểm soát năng lượng laser và sử dụng các xung laser ngắn có thể làm giảm nhiệt thành phần và tránh biến dạng.
8. Chiều rộng cắt Chiều rộng của khe thường không ảnh hưởng đến chất lượng của vết cắt. Chiều rộng cắt chỉ có tác dụng quan trọng khi cấu hình đặc biệt chính xác được hình thành bên trong bộ phận. Điều này là do chiều rộng của vết cắt xác định kinh tuyến tối thiểu của hồ sơ. Khi độ dày của tấm tăng, chiều rộng của vết cắt cũng tăng. Do đó, để đảm bảo độ chính xác cao như nhau, bất kể chiều rộng của khe, phôi phải không đổi trong khu vực xử lý của máy cắt laser.
9.Grain Khi tấm được cắt ở tốc độ cao, kim loại nóng chảy không xuất hiện ở khe bên dưới chùm tia laser thẳng đứng, mà thay vào đó bị đẩy ra sau khi tia laser bị lệch. Kết quả là, các đường cong được hình thành ở cạnh cắt, và các đường theo sát chùm tia laser di chuyển. Để khắc phục vấn đề này, tốc độ nạp được hạ xuống ở cuối quá trình cắt và kết cấu có thể được loại bỏ rất nhiều.
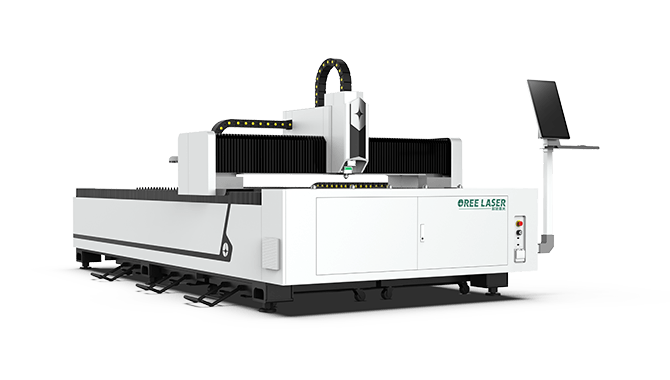
Nhà sản xuất máy cắt Laser chuyên nghiệp - OreeLaser