Bạn có thể tìm thấy giải pháp bình thường về máy cắt laser và quy trình cắt laser.
Nguyên tắc làm việc
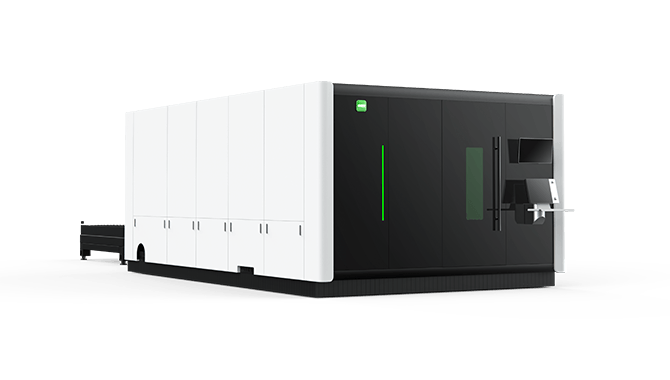
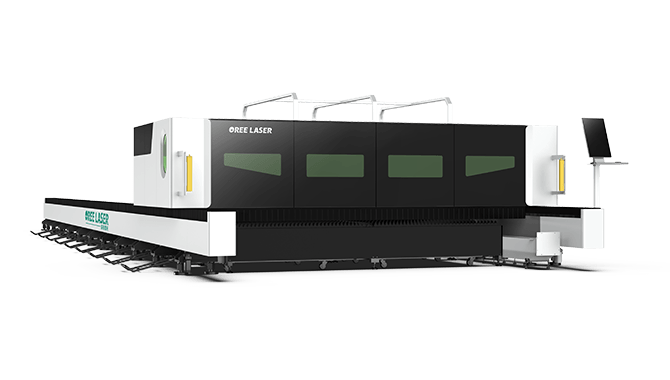
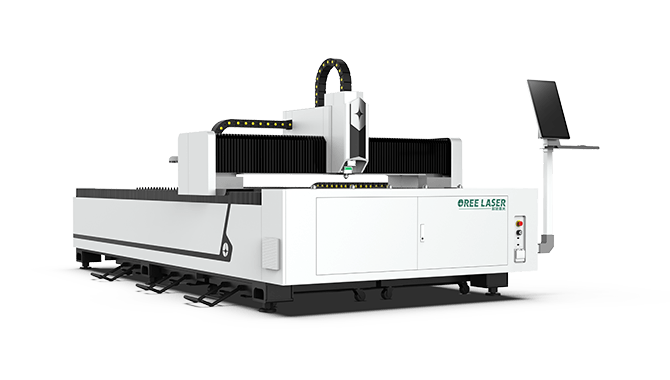
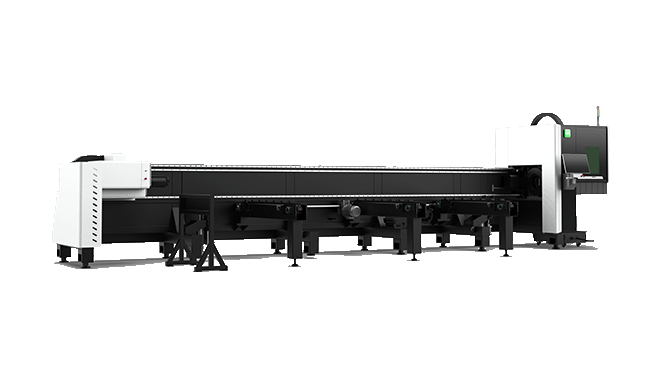
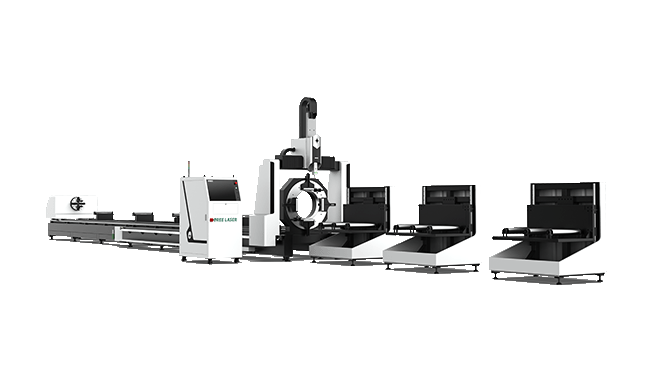
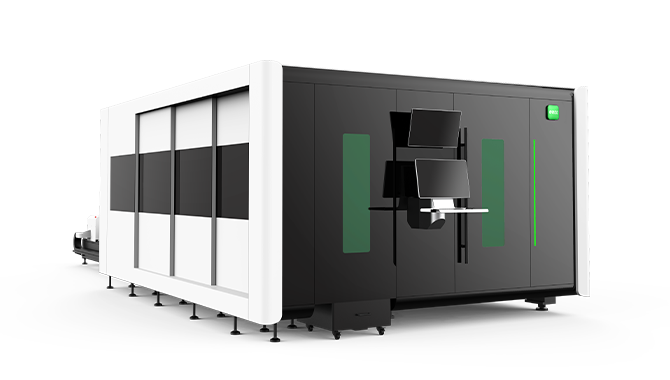
Cắt laser là công nghệ sử dụng tia laser để cắt vật liệu và thường được sử dụng cho các ứng dụng sản xuất công nghiệp, nhưng cũng bắt đầu được sử dụng bởi các trường học, doanh nghiệp nhỏ và người có sở thích. Cắt laser hoạt động bằng cách định hướng đầu ra của laser công suất cao phổ biến nhất thông qua quang học. Hệ thống quang học laser và CNC (điều khiển số máy tính) được sử dụng để định hướng vật liệu hoặc chùm tia laser được tạo ra. Một laser thương mại điển hình để cắt vật liệu sẽ bao gồm một hệ thống điều khiển chuyển động để đi theo mã CNC hoặc mã G của mẫu thứ e để cắt trên vật liệu. Các chùm tia laser tập trung hướng vào vật liệu, sau đó sẽ tan chảy, cháy, bay hơi hoặc bị thổi bay bởi một luồng khí, để lại một cạnh với bề mặt chất lượng cao. Máy cắt laser công nghiệp được sử dụng để cắt vật liệu tấm phẳng cũng như vật liệu kết cấu và đường ống.

.
Các yếu tố ảnh hưởng đến độ chính xác của kích thước trong cắt laser
Chúng tôi xác nhận một nhà sản xuất máy cắt laser là tuyệt vời, độ chính xác cắt là tiêu chuẩn đầu tiên. Do đó, làm thế nào để xác nhận độ chính xác cắt cho dù đủ điều kiện sẽ được xem xét từ bốn yếu tố sau
1. kích thước của sự đông tụ laser của máy phát laser. Nếu vết rất nhỏ, độ chính xác cắt rất cao, và nếu khe hở rất nhỏ sau khi cắt. Nó cho thấy độ chính xác của máy cắt laser rất cao, và chất lượng rất cao.
2. độ chính xác của bàn làm việc. Nếu độ chính xác của bàn làm việc rất cao, thì độ chính xác của việc cắt sẽ được cải thiện. Do đó, độ chính xác của bàn làm việc cũng là một yếu tố rất quan trọng để đo lường độ chính xác của máy phát laser.
3. chùm tia laser ngưng tụ thành hình nón. Khi cắt, chùm tia laser phải giảm dần, khi độ dày của phôi cắt rất lớn, độ chính xác cắt sẽ giảm, cắt ra khoảng cách sẽ rất lớn.
4. cắt vật liệu là khác nhau, cũng sẽ ảnh hưởng đến độ chính xác của máy cắt laser. Trong cùng một trường hợp, việc cắt thép không gỉ và nhôm sẽ có độ chính xác rất khác nhau, độ chính xác cắt thép không gỉ sẽ cao hơn, và phần sẽ trơn tru.
Cách tập trung tia laser
Các tia laser được tập trung thông qua các ống kính tiêu cự. Thấu kính tiêu cự hoạt động giống như kính lúp và ánh sáng mặt trời. Đối với ống kính 55mm, chùm tia laser đi qua thấu kính và hội tụ đến điểm nhỏ nhất cách mép ống kính khoảng 55mm. Các chùm tia laser được tập trung đến kích thước nhỏ nhất tại "điểm" này. Cho rằng ống kính được gắn trong ống tiêu cự, câu hỏi là làm thế nào để đặt vật liệu ở vị trí tối ưu để khắc hoặc cắt.
Đầu tiên, hãy nghĩ về những gì kết quả mong muốn. Bất cứ khi nào chúng tôi muốn khắc, chúng tôi muốn có chùm tia laser tập trung đến điểm nhỏ nhất và điểm đó nằm ở bề mặt trên cùng của vật liệu. Có kích thước điểm nhỏ nhất sẽ cho chúng ta độ phân giải tốt nhất. DPI tốt nhất (số chấm trên mỗi inch). Máy laser nên có một công cụ đo chiều cao thủ công. Một số máy đi kèm với một mảnh hình vuông hoặc acrylic để phù hợp với một điểm đánh dấu ở bên cạnh ống tiêu cự. Các máy khác đi kèm với một máy đo cảm giác vừa khít giữa vòi phun tiêu cự và bề mặt trên cùng của vật liệu.
Phương pháp điều chỉnh thông thường là đặt vật liệu lên bàn làm việc và sau đó di chuyển chiều cao bàn làm việc sao cho bề mặt trên của vật liệu nằm tại điểm trọng tâm của chùm tia laser. Sử dụng công cụ đo lường trong khi di chuyển bảng đến độ cao phù hợp. Đảm bảo không di chuyển bàn quá xa. Bạn sẽ không muốn làm hỏng bề mặt bàn, vật liệu hoặc cụm đầu mối.
Hầu hết các máy laser có chiều cao bàn di chuyển. Nếu bảng sẽ không di chuyển hoặc đã được di chuyển lên trên cùng, thì ống tiêu cự có một số điều chỉnh để di chuyển / trượt lên và xuống khoảng 1,5 inch. Đầu tiên, nới lỏng đai ốc ống tiêu cự (hoặc vít). Thứ hai, di chuyển ống tiêu cự đến độ cao mong muốn trên bề mặt vật liệu. Cuối cùng, siết chặt đai ốc ống tiêu cự (hoặc vít).
Bạn có thể lo ngại rằng bạn đang sử dụng công cụ được cung cấp để đặt tiêu điểm ở khoảng cách quy định, nhưng tiêu điểm có vẻ không đúng. Xin nhớ rằng quang học Trung Quốc không phải là tốt nhất. Khoảng cách tiêu cự tối ưu có thể gần hơn hoặc xa hơn so với ống kính. Đặt một mảnh vật liệu phế liệu phẳng (gỗ) dưới cụm đầu mối. Điều chỉnh tiêu cự sao cho vật liệu hơi quá gần với tiêu cự. Sử dụng nút "laser" để tạo điểm kiểm tra trên gỗ. Kích thước tại chỗ sẽ lớn hơn mong muốn khắc. Di chuyển bàn ra khỏi ống kính chỉ một khoảng cách nhỏ. Di chuyển gỗ đến một vị trí mục tiêu sạch sẽ. Tạo một điểm kiểm tra khác bằng nút "laser". Kích thước điểm nên đã nhỏ hơn. Tiếp tục di chuyển bàn và làm các điểm kiểm tra trên bề mặt gỗ. Khi điểm bắt đầu trở nên lớn hơn, thì bạn vừa vượt qua tiêu điểm. Đây là cách dễ nhất để tìm khoảng cách tiêu cự thực của ống kính của bạn.
Để có được khắc tốt nhất ....
1. Hãy chắc chắn rằng laser của bạn tập trung vào vật liệu.
2. Nếu vật liệu mục tiêu của bạn là một bề mặt không bằng phẳng, thì nó có thể tìm thấy một số khu vực mà tia laser nằm ngoài tiêu cự.
3. Nếu vật liệu mục tiêu của bạn là một thanh chốt và bạn không sử dụng phụ kiện quay. Tia laser sẽ bị mất nét ở một số phần của hình ảnh.
4. Nếu hình ảnh của bạn có vẻ mờ ở các cạnh của vết cắt laser, nhưng được lấy nét, thì bạn có thể đang cố khắc ở tốc độ quá cao. Đặt tốc độ khắc ở tốc độ chậm hơn. Bạn cũng sẽ cần phải giảm tỷ lệ phần trăm năng lượng laser để không đốt cháy quá mức vật liệu.
5. Nếu tài liệu của bạn hiển thị các dòng (Quét) trong các khu vực khắc, thì "khoảng cách quét" có thể cần phải được giảm. "Khoảng cách quét" là khoảng không gian mà đường ray di chuyển theo hướng Y giữa các lần quét của máy khắc. Đặt "khoảng cách quét" thành số thấp hơn sẽ đặt cược
Production and cutting rates


Ứng dụng
Cắt laser và cắt laser tốt được áp dụng cho các loại vật liệu khác nhau, nơi các đường viền phức tạp đòi hỏi xử lý chính xác, nhanh chóng và không có lực. Laser tạo ra các kerfs hẹp và do đó đạt được các vết cắt có độ chính xác cao. Phương pháp này không cho thấy bất kỳ biến dạng nào và trong nhiều trường hợp không cần xử lý hậu kỳ vì thành phần này chỉ chịu ít đầu vào nhiệt và chủ yếu có thể được cắt không có vết bẩn.
Hầu như tất cả các loại kim loại có thể được cắt bằng laser: thép nhẹ, thép không gỉ và nhôm là những ứng dụng phổ biến nhất. Các bộ phận cắt laser khác được làm từ gỗ, nhựa, thủy tinh và gốm sứ. So với các kỹ thuật thay thế như cắt bế, cắt laser đã tiết kiệm chi phí cho sản xuất hàng loạt nhỏ. Lợi ích lớn của việc cắt laser là đầu vào năng lượng laser cục bộ cung cấp đường kính tiêu cự nhỏ, chiều rộng kerf nhỏ, tốc độ nạp cao và đầu vào nhiệt tối thiểu.
Thép nhẹ
Việc cắt theo hai chiều là một miền của laser CO2. Tốc độ cắt điển hình đối với thép nhẹ là 18m / phút đối với 1 mm, 4,5 m / phút đối với 3 mm và 1,5 m / phút đối với cường độ vật liệu 8 mm. Về cơ bản, việc cắt kim loại bằng laser xảy ra thông qua sự gia nhiệt cục bộ của vật liệu trên điểm nóng chảy của nó trong tiêu điểm của laser tập trung. Vật liệu nóng chảy thu được được đẩy ra bởi một luồng khí được định hướng đồng trục với chùm tia laser để tạo ra một kerf.
Đối với thép hợp kim thấp nói riêng, oxy thường được sử dụng làm khí cắt. Hiện tại, độ dày của bộ đếm có thể xử lý tối đa để cắt ngọn lửa bằng laser của thép là khoảng 25 mm.
•
•Thép không gỉ
• Thép không gỉ được xử lý bằng cắt nhiệt hạch. CO2 và laser trạng thái rắn cũng phù hợp cho loại ứng dụng này, với laser CO2 được ưa thích để cắt các vật liệu dày hơn. Laser CO2 cắt thép không gỉ và thép xây dựng ở tốc độ cắt 18m / phút với cường độ vật liệu là 1 mm.
Trong xử lý vật liệu vi mô laser trạng thái rắn (laser sợi quang, xung ND: YAG) thường được áp dụng cho thép không gỉ cắt laser, cung cấp chiều rộng cắt xuống đến 20 micron tùy thuộc vào độ dày của thép.
•
• Kim loại nặng không chứa sắt (Gia công vật liệu có độ phản chiếu cao)
Nhôm, magiê, đồng thau, đồng, đồng, titan, zirconi, niken, bạc, vàng, bạch kim, tantalum, kẽm hoặc thiếc là những ví dụ cho kim loại màu có thể được cắt bằng laser.
Tùy thuộc vào yêu cầu của phôi và độ dày vật liệu, bạn có thể sử dụng quy trình cắt loại bỏ bằng laser xung hoặc quy trình cắt hợp hạch với laser CW.
Vi mô hay vĩ mô?
Phôi mỏng có thể được cắt bằng laser xung hoặc laser sóng liên tục. Với các quy trình này, một khí hỗ trợ được sử dụng để trục xuất vật liệu nóng chảy ra khỏi kerf, dẫn đến lưỡi cắt không có burr. Chiều rộng của kerf sẽ nằm trong khoảng từ 50-300 micromet tùy thuộc vào vật liệu và loại laser. Công suất laser xác định tốc độ cắt, có thể dao động từ 0,5m / phút đến hơn 100m / phút. Sử dụng các quy trình cắt này trên vật liệu mỏng, các xung laser đạt được độ chính xác cao, chất lượng cao và tác động nhiệt thấp. Laser sóng liên tục (macro) sử dụng cùng một quy trình sẽ có thể đạt được tốc độ cắt rất cao.
Cắt thăng hoa được thực hiện mà không có bất kỳ khí cắt. Các vật liệu bay hơi trực tiếp, và kerf được tạo ra bằng cách cắt bỏ dần dần. Điều này có thể được nhận ra bằng cách sử dụng laser sợi quang chế độ đơn (macro) hoặc bằng laser xung ngắn với công suất cực đại (micro) cao. Với cả hai quá trình, hệ thống làm lệch gương là lựa chọn ưu tiên cho chuyển động của chùm tia.
Macro: đó là laser phải không?
Cả máy khắc laser CO2 và máy cắt laser sợi đều có thể được sử dụng để cắt các kim loại màu nhất. Một số kim loại màu phản xạ chùm tia laser CO2 mạnh đến mức cắt laser sợi được ưu tiên. Điều này áp dụng cho đồng (cu), vàng (au) và bạc (ag). Đối với tất cả các kim loại màu khác, bạn có thể nói: laser sợi chủ yếu có lợi thế của chúng trong tấm mỏng, nhưng laser CO2 chủ yếu có chất lượng tốt hơn cho vật liệu dày hơn.
•
Kim loại quý
Kết quả cắt hoàn hảo cho kim loại có độ dẫn nhiệt cao Kim loại quý, như kim loại vàng, bạc và bạch kim có thể được cắt bằng laser. Kim loại bạch kim được cắt bằng laser CO2 cũng như laser trạng thái rắn, trong khi đối với laser YAG vàng và bạc, xung hoặc q-switching là công cụ được lựa chọn đầu tiên vì bước sóng của laser trạng thái rắn được hấp thụ tốt hơn.
Nhà sản xuất máy cắt Laser chuyên nghiệp - OreeLaser